










Основные направления деятельности отдела:
- Исследование основных и сварочных материалов сварных конструкций.
- Разработка технологий сварки, в том числе исключающей термическую обработку.
- Разработка в рамках конструктивно-технологического проектирования сварных узлов из разнородных отечественных и импортных сталей с гарантией требуемого ресурса эксплуатации.
- Выполнение расчетов на статическую, динамическую, усталостную, хрупкую прочность, трещиностойкость, потерю устойчивости сварных конструкций.
- Выполнение моделирования процессов сварки и проведение расчетов на технологическую прочность с целью исключения технологических горячих, холодных трещин и трещин при термической обработке.
- Экспертиза промышленной безопасности технических устройств подведомственных Ростехнадзору.
- Расследование (экспертиза) разрушения элементов и узлов энергооборудования, в том числе и в рамках судебных дел.
- 3D моделирование технологий сварки с целью оптимизации технологий сварки, сокращения длительности разработки технологий и исключения технологических трещин в процессе изготовления сварных конструкций и прогнозирование свойств различных зон сварных соединений.
- Разработка технологий термической обработки.
- Аттестационные исследования сварочных технологий и выдача экспертных заключений о соответствии свойств металла сварных узлов нормативным требованиям надзорных органов.
- Правка конструкций с применением сварки, в том числе корпусных литых деталей, балок, сосудов и др.
Исследование основных и сварочных материалов сварных конструкций
- Проведение статических испытаний:
- На растяжение при температуре от -100° до +900°С.
- Проведение испытаний на изгиб, сдвиг и кручение.
- Определение трещиностойкости материалов и сварных соединений в интервале температур от -100°С до +400°С.
- Проведение технологических испытаний труб на раздачу, сплющивание.
- Проведение испытаний на ударную вязкость с определением критической температуры хрупкости Tk50.
- Исследование неоднородности свойств металла по результатам оценки твердости.
- Проведение динамических испытаний:
- Определение температуры нулевой пластичности (Тнп).
- Определение трещиностойкости металла при динамическом нагружении (KId).
- Проведение испытаний на длительную прочность:
- Определение длительной прочности и длительной пластичности.
- Определение трещиностойкости при ползучести (KIcth).
- Определение трещиностойкости при релаксации напряжений (KIrth).
- Исследование коррозионной трещиностойкости (KIscc).
- Проведение испытаний натурных сварных узлов и сварочных проб.
- Определение предела усталости и циклической трещиностойкости (KItn, KIfc) при циклическом нагружении.
- Исследование макро- и микроструктуры металла и сварных соединений.
- Выполнение фрактографических исследований изломов разрушенных при авариях и отказах элементов с определением величин действующих нагрузок в момент разрушений (аварий).
- Исследования наплавок и покрытий на металл.
Разработка технологий сварки
С помощью разработанных технологий по сварке успешно отремонтированы литые корпуса турбин, корпуса стопорно - регулирующих клапанов, ПНД, роторов и др.
Сквозные трещины в литых корпусах ЦВД до и после заварки
До

После



Конструктивно-технологическое проектирование сварных узлов
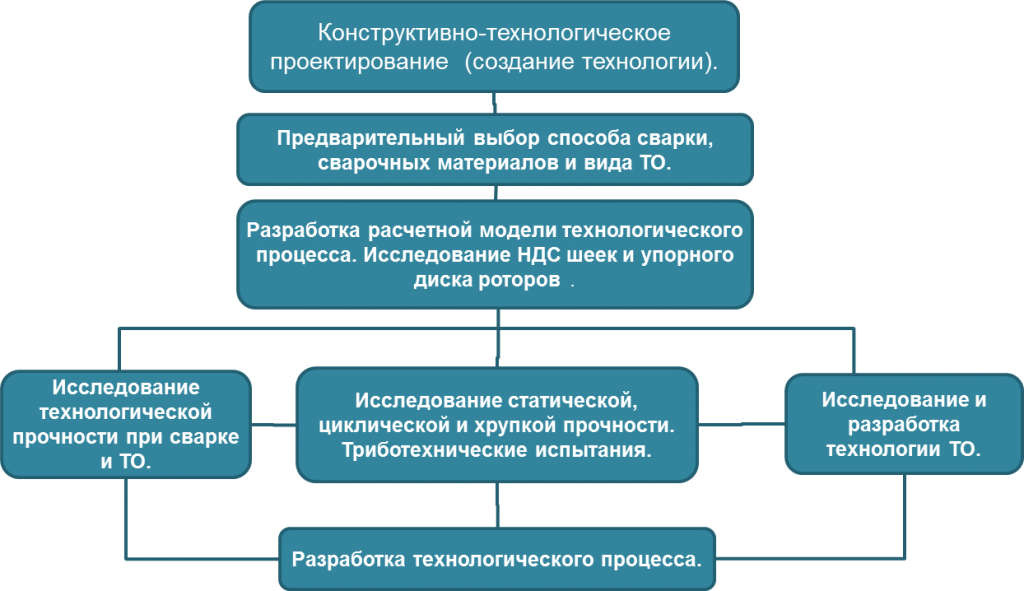
Разработаны новые принципы конструктивно-технологического проектирования высоконагруженных узлов турбин (сварные роторы, сварные корпусные детали, диафрагмы, сварные полые лопатки и др.) с применением новых жаропрочных и высокопрочных материалов и использование комбинированных (разнородных сварных соединений), позволяющие существенно сократить длительность создания новых изделий.
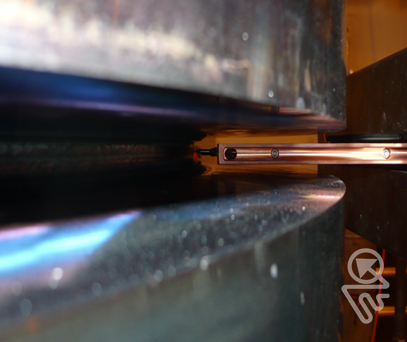
Разработка технологии сварки композитных роторов из разнородных сталей и сплавов


Перечень созданных и внедренных разработок
- Разработаны физические критерии предельной длительности эксплуатации оборудования из жаропрочных материалов, в том числе для разнородных соединений перлитного-мартенситного класса.
- Разработана методика расчета размеров допустимых дефектов в сварных соединениях роторов при их изготовлении и ремонте.
- Разработана методика расчетного прогнозирования технологической трещиностойкости сварных узлов энергетического оборудования при изготовлении и ремонте.
- Разработаны и внедрены в производство на отечественных заводах технологии сварки роторов для атомных турбин нового поколения с применением современных отечественных и импортных материалов.
- Разработаны и внедрены в производство на отечественных заводах технологии сварки композиционных роторов, эксплуатируемых в турбинах с суперсверхкритическими параметрами пара с применением современных отечественных и импортных материалов.
- Разработаны и внедрены в производство на отечественных заводах технологии сварки узлов и элементов турбин, эксплуатируемых на суперсверхкритических параметрах пара с применением современных материалов класса Р91, Е911, Р92.
- Разработаны и внедрены в производство на отечественных заводах технологии низкочастотной виброобработки сварных конструкций гидравлических турбин взамен дорогостоящей термической обработки.
- Разработаны и внедрены технологии ремонта с применением сварки (наплавки) роторов, узлов и элементов атомных турбин и турбин, эксплуатируемых на суперсверхкритических параметрах пара.
- Определены механизмы разрушения разнородных (стали перлитного-мартенситного класса) сварных соединений при длительной эксплуатации на суперсверхкритических параметрах пара.
- Определены пороговые величины трещиностойкости Kth при циклическом нагружении для сварных соединений роторных сталей: Р2МА+Р2МА, Р2МА+X12CrMoVWNbN 10-1-1, 26ХН3М2ФА+26ХН3М2ФА, используемых для атомных турбин нового поколения и турбин, эксплуатируемых на суперсверхкритических параметрах пара.
Оценка температурных полей ротора на различных этапах сварки
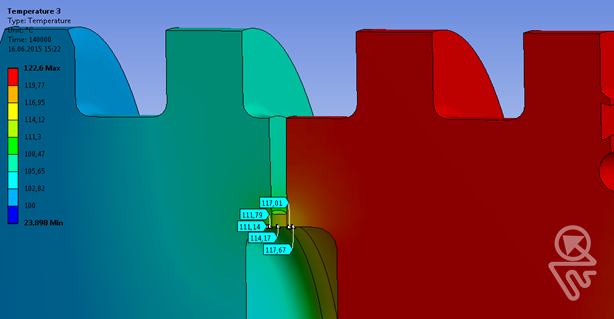
Поля температуры при вылёживании
(30 часов) ротора на этапах сварки корневой зоны кольцевого шва

Поля температуры при вылёживании (40 часов) ротора после полного завершения этапа сварки кольцевого шва
Поле остаточных напряжений (интенсивность напряжений – σi) после наплавки, термоотдыха и механической обработки думиса ротора

Температурное поле в композитном роторе при подогреве перед сваркой
Расследование (экспертиза) разрушения энергооборудования
Отдел выполняет расследования разрушений элементов и узлов энергооборудования. При расследовании причин аварии выполняется следующий объем работ:
- Анализ данных вибрационного мониторинга турбины до и в процессе аварии.
- Фрактографическое исследование изломов элементов регулирующей ступени и проточной части турбины.
- Исследование качества основного металла и сварных соединений лопаток в пакетах.
- Оценка кинетики роста трещин в лопатках.
- Определение характера нагрузок и величин разрушающих напряжений по изломам.
- Анализ причин повреждений с выполнением расчетного моделирования аварии.
На основе выполненных работ устанавливаются причины и последовательность разрушения.
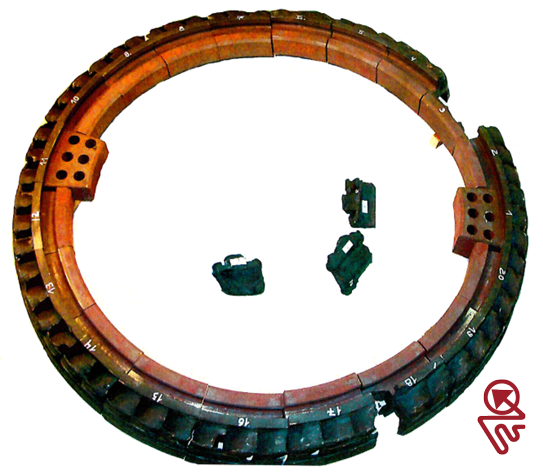
Выкладка поврежденных сварных пакетов лопаток регулирующей ступени после разлопачивания
Проведение расчетов на прочность и 3D моделирование
Отдел выполняет моделирование технологий сварки с целью оптимизации технологий сварки, сокращения длительности разработки технологий и исключения технологических трещин в процессе изготовления сварных конструкций и прогнозирование свойств различных зон сварных соединений.

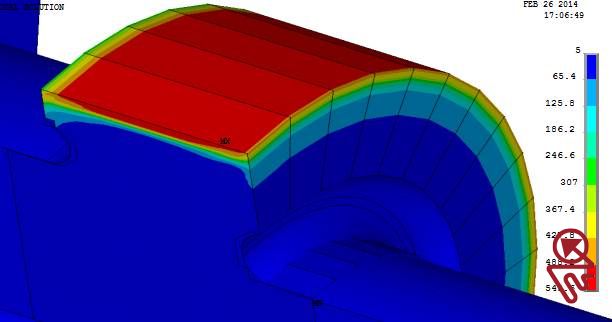
Распределение температурных полей в диафрагме ротора
при термообработке

Форма собственных колебаний корпуса ПНД